Produzimos principalmente todos os tipos de cabeça de ângulo para o centro de usinagem CNC, máquina de moagem de pórtico CNC, máquina de moagem de moagem do tipo de pórtico, máquina de fresamento vertical, máquina de perfuração e batida vertical.
A BIJ é um fabricante profissional que fornece um serviço único. Mais de dez anos de experiência em design de cabeça de ângulo, produção e serviço pós-venda. Da comunicação e seleção ao processamento e produção e, em seguida, às orientações pós-programação, fornecemos aos clientes soluções completas de cabeça de ângulo.
Para cortadores de moagem com os dentes tocando acima do M16 e diâmetros da ferramenta acima de φ20, maior força de travamento deve ser aplicada à porca da pinça. O comprimento do cortador de moagem não deve ser muito longo, e o processamento deve ser correspondido com a velocidade e a alimentação apropriados, caso contrário, produzirá um choque sério. Se a cabeça do ângulo estiver danificada e não puder ser usada, pergunte ao revendedor de ângulo de moagem Headsfirst. Não tente repará -lo sozinho
Parâmetro:
PRM ---- 3000rpm Torção ----- 60nm
Faixa de grampos: 3-20mm t Apping : Maior M16 (S45C)
Razão de transmissão: 1: 1
Material: Aço
Inspeção: 100% de inspeção antes do envio para garantir a qualidade.
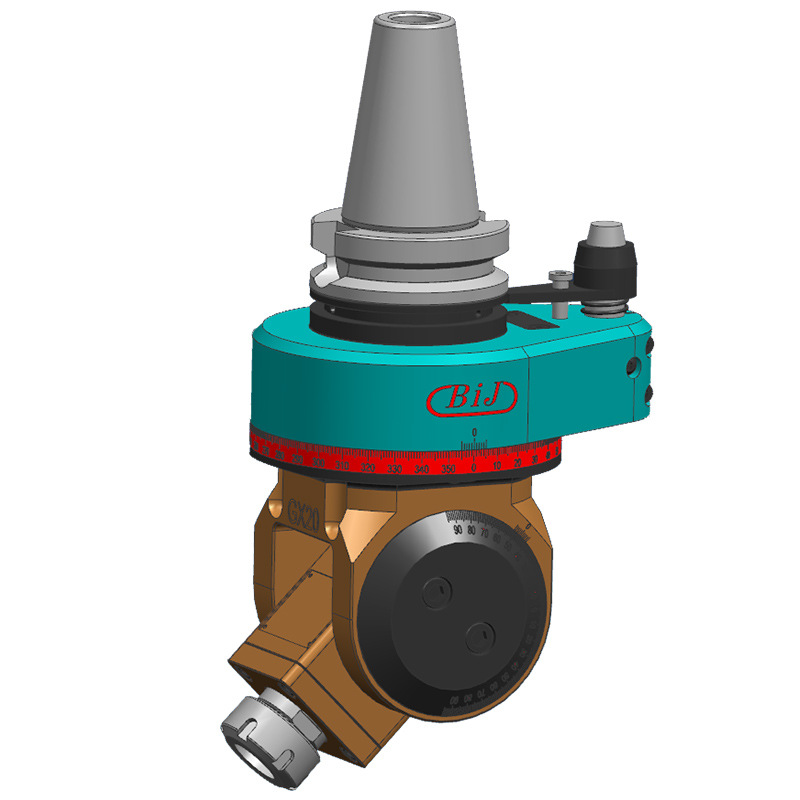
MODELO NO : BT50-ER32-AGN195

Nosso desenho de produção abaixo: 
Instalação da cabeça do ângulo CNC
Verifique os parafusos hexadecimais do anel de travamento. Eles estão trancados. Solte o parafuso de travamento lateral do pino de posicionamento e pressione o pino de posicionamento na altura mais baixa antes de travar o parafuso de travamento lateral. Solte o parafuso lateral do anel de parada para permitir que a haste gire livremente.
Limpe a superfície de montagem do eixo da máquina Tool Tool, remova os parafusos necessários no eixo (o bloco de posicionamento deve ser instalado na posição sem interferência do braço de troca de ferramentas do eixo o máximo possível), bloqueie o bloco de posicionamento no eixo A superfície de montagem e aumenta adequadamente a força de travamento para garantir o grau de travamento.
Posicione o eixo M19 da máquina -ferramenta e verifique se o orifício do cone interno do eixo da máquina -ferramenta está limpo. Coloque a cabeça do ângulo no eixo da máquina -ferramenta, encontre a posição relativa do slot de fixação e do pino de posicionamento da cabeça do ângulo e o eixo e o bloco de posicionamento da máquina -ferramenta. Empurre a cabeça do ângulo para o eixo da máquina -ferramenta e retribua várias vezes para confirmar que o bloco de parada da cabeça do ângulo pode voltar ao slot do anel de parada suavemente. Desça a cabeça do ângulo para travar o parafuso de fixação lateral do círculo do anel e aumente a força de travamento para garantir que a trava seja firme. Empurre a cabeça do ângulo para o mestre da máquina novamente
Eixo, verifique se a parada pode voltar ao slot do anel de parada suavemente.
Carregue o latim, carregue a cabeça do ângulo no eixo da máquina -ferramenta e aperte -o e depois gire manualmente o eixo da máquina -ferramenta para verificar se é suave. Depois que a cabeça do ângulo é carregada no eixo da máquina -ferramenta, o bloco de parada deixará o slot do anel de parada na posição do meio, e o acima e o abaixo não interferirá. Solte o parafuso de travamento lateral do pino de posicionamento, para que o pino de posicionamento volte automaticamente ao bloco de posicionamento, de modo que o cone externo do pino de posicionamento e o cone interno do bloco de posicionamento se encaixem sem lacuna e trave o parafuso de fixação lateral do pino de posicionamento.
Solte o parafuso de travamento do anel de retenção da cabeça do ângulo e, em seguida, o corpo do ângulo pode ser girado manualmente em 360 graus. Use a tabela de calibração para nivelar o nível de dado, bloquear o parafuso de travamento do anel de retenção da cabeça do ângulo, defina a velocidade da máquina para 50 rpm, verifique se há alguma anormalidade, defina a velocidade do eixo da máquina -ferramenta como 1000 rpm e verifique novamente.
Grupo de Produto : Cabeça de ângulo > Cabeça de ângulo universal
 Cesta de Consulta (
Cesta de Consulta (






 Digitalizar para visitar
Digitalizar para visitar